Description of manufacturing Hot Dip Galvanized Gratings and Covers
1. Equipment:
a. Fully-automatic welding machine with high frequency
b. Fully automatic steel twisting machine
c. Cutting, grinding and leveling machine
d. Other equipment: air compressor, CO2 electric welder and punching machine
2. Material: SS400 flat steel
3. Manufacturing Method
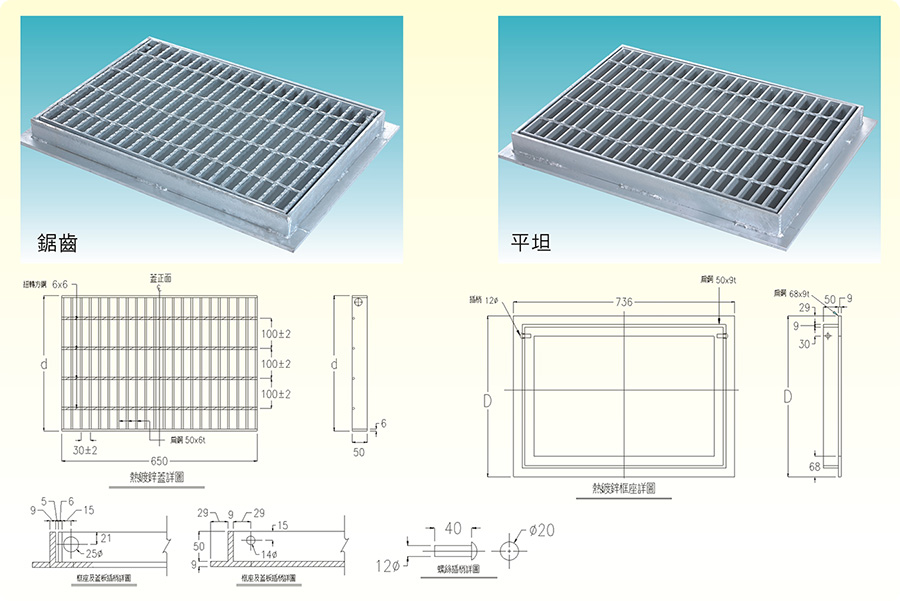
First, fully-automatic welding machine of high frequency is used to manufacture hot dip galvanized grating cover in order not to trigger any melting corrosion on the base material. The high frequency automatic resistance welding machine and automatic twisting machine shape/ twist the square steel.
Second, the cutting machine is used cut grating to offer a length exactly the same as requested. Grinding and leveling machine help to make the grating smooth, clean and level.
Third, the compressor, CO2 electric welder and pressing machine are used to improve the quality of the steel grating.
With the support of the equipment mentioned above, the method of manufacturing is easily applied. Flat steel with the same size is used to make grating edged banding. Welding slag is removed smoothly. After the steel grating covers are formed, they will be handled under hot dip galvanized process for surface treatment.
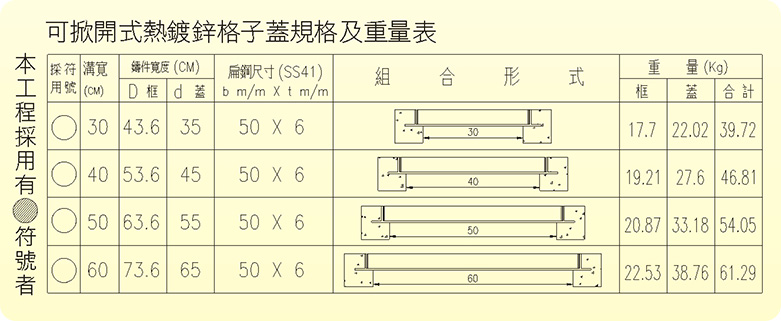
The thickness of the galvanization is 610g/m², and the pitch of the grating bearing bar is 30mm±2mm, while the center-to-center pitch of twisted square steel is 100mm±2mm with 90 degree twist per each 30mm pitch.