鈺剛實業有限公司
清潔口水溝蓋
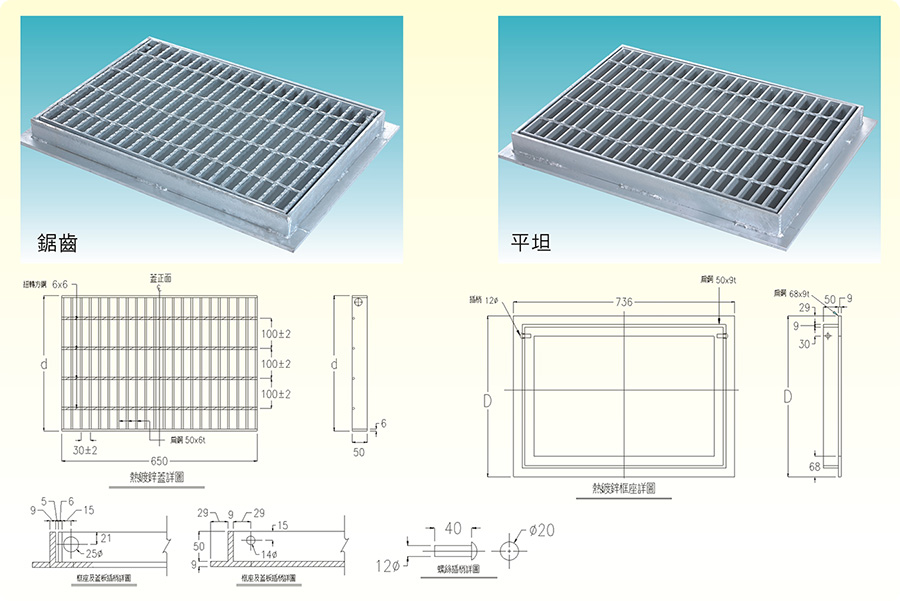
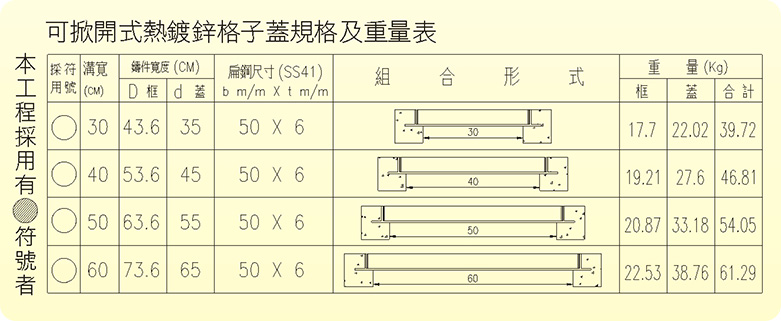
熱浸鍍鋅格子蓋施說明
1. 製造設備:
(一)應有高週波全自動電阻熔接製造機設備。
(二)全自動力型鋼扭轉機設備。
(三)切割、磨光、整平機設備。
(四)空壓機,C02電焊機,沖床等設備。
2. 材料:使用鋼料為SS400之扁鋼。
3. 製造方法:
(一)格子蓋(封邊除外)須用高週波全自動熔接機溶接,不得造成母材料熔蝕。
(二)封邊:格子蓋焊以同尺寸之扁鋼為邊框,焊渣應清除乾淨。
(三)格子蓋製造成型後,均須熱浸鍍鋅表面處理
(四)鍍鋅量:610g/m2以上。
(五)扁鋼間距:中心距3Omm土2mm。
(六)扭轉方鋼間距:中心距1OOmm土2mm,並每間隔3Omm扭轉90度。